
-


-


-



Публичный счет

Продукция

















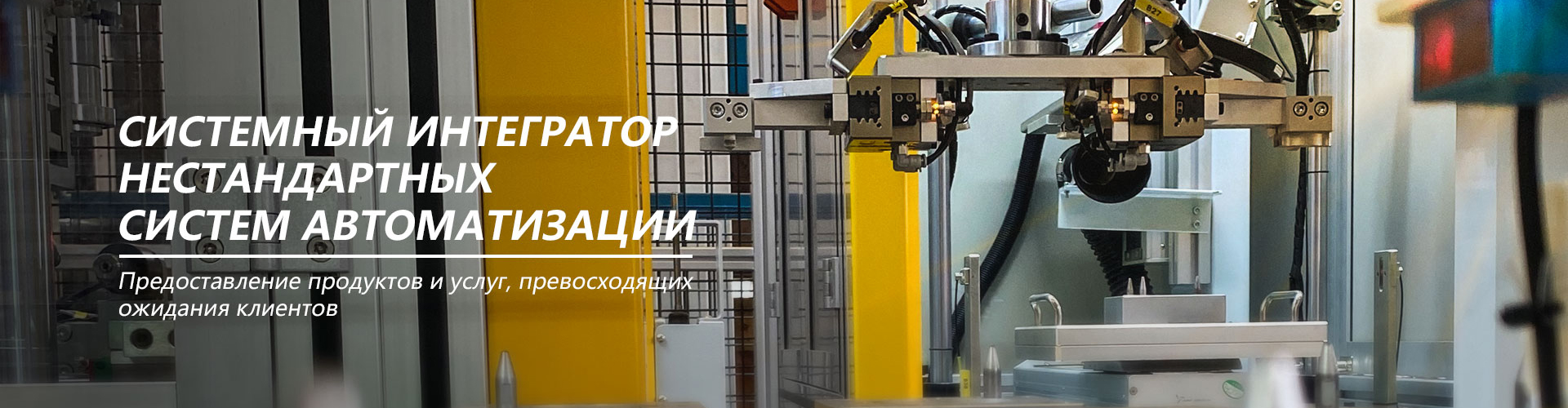
Автомобильная промышленность — запрессовка крышки масляного насоса
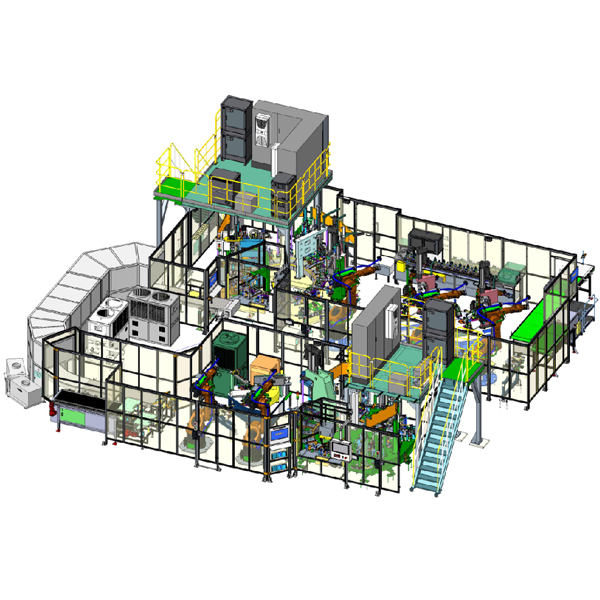
Данное оборудование спроектировано и изготовлено по индивидуальному заказу в соответствии со спецификациями клиента и предназначено для полуавтоматической сборки узла крышки масляного насоса GFX.
Описание
маркер
Описание оборудования
Данное оборудование спроектировано и изготовлено по индивидуальному заказу в соответствии со спецификациями клиента и предназначено для полуавтоматической сборки узла крышки масляного насоса GFX.
Система включает в себя пневмогидравлический цилиндр-усилитель TOX®, электрический привод пресса TOX®, станину CEB, промышленный ПК, конвейерную линию Bosch, защитные ограждения и специализированное основание.
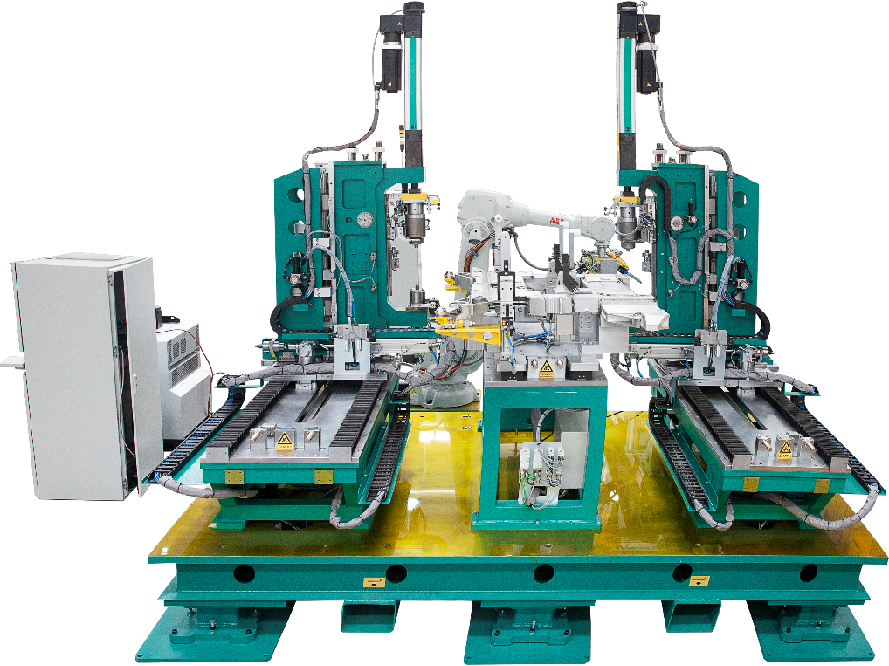
Оборудование оснащено пятью рабочими станциями:
OP30: станция запрессовки малой втулки;
OP40: станция запрессовки втулки A;
OP50: станция запрессовки втулки B;
OP60: станция запрессовки вала;
OP70: станция запрессовки большой втулки.
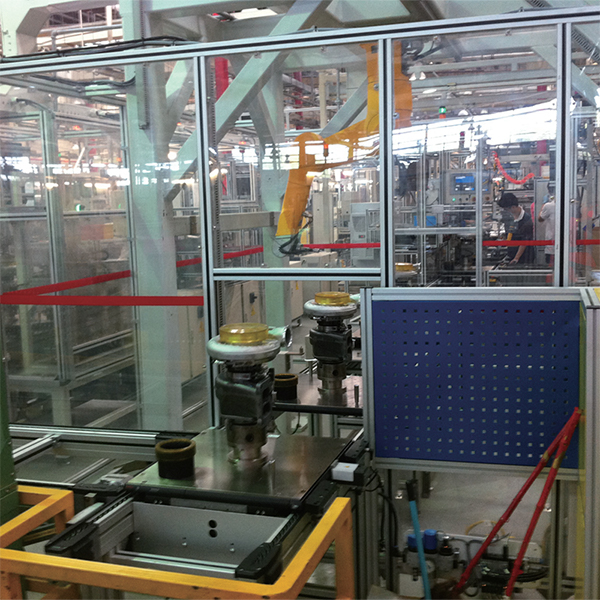
На станциях OP30–OP50 используются пневмогидравлические цилиндры-усилители TOX®, а на станциях OP60 и OP70 — электрические приводы пресса TOX®. Загрузка компонентов (малой втулки, втулок A и B, большой втулки) осуществляется вручную. Запуск оборудования производится с помощью рычажного переключателя после загрузки деталей. Обработанные на станции OP30 детали автоматически перемещаются вместе с оснасткой на станцию OP40; детали со станции OP40 выгружаются вручную и загружаются на станцию OP50; со станции OP50 детали переносятся на станцию OP60 с помощью захватного устройства; перемещение деталей между станциями OP60 и OP70 осуществляется конвейерной линией Bosch. Робот, предоставленный заказчиком, устанавливает крышку (перед сборкой) и готовый собранный узел крышки на соответствующие позиции.
Для обеспечения безопасности оператора установлены защитные устройства, включая световые завесы и защитные дверцы.
Время производственного цикла составляет 55 секунд на одно изделие.
")
связаться с нами
Сопутствующие популярные продукты
Линия сборки турбокомпрессоров
Включает в себя последовательно установленный стол для внелинейной доработки, устройство стола дл...
Автомобилестроение — Кузов — Передний лонжерон — Клепка прошивкой
В состав оборудования входят: гидравлическая насосная станция, станина типа ESM, панель управления, специализированное основание, система электроуправления и устройства обеспечения безопасности.
Сборочная линия шаровых опор
Специализированная линия для прессовой сборки шаровых шарниров верхних рычагов подвески модели EK02, разработанная по техническим требованиям заказчика.

Запрессовка гаек и болтов
Данное оборудование специально разработано и изготовлено по требованиям заказчика для клепки гаек и болтов на усилительных элементах.

Встроенная в линию машина для нанесения матричной маркировки InDot Marking
Поточная маркировочная машина может использоваться в крупносерийных производственных линиях и в жестких условиях эксплуатации, а также в конструкциях с защитой от сколов и брызг охлаждающей жидкости.

Автомобильная вискомуфта вентилятора — запрессовка
Данное оборудование спроектировано и изготовлено по индивидуальному заказу в соответствии со спецификациями покупателя и предназначено для сборки методом запрессовки вискомуфты вентилятора модели 732B.

Пуансон
Технология вдавливания и тиснения PRYOR Stencil занимает лидирующие позиции на рынке уже более 70 лет.
Системы фасадных решений
Подробнее о продукте Широкий спектр решений для ФАСАДНОЙ ОБЛИЦОВКИ ...

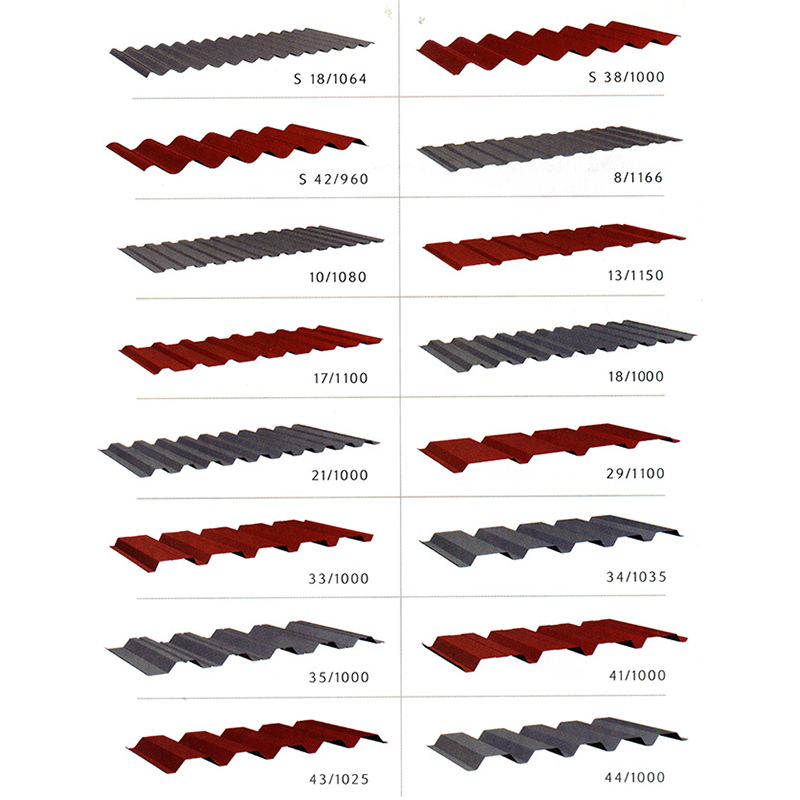
Линия производства плитки с односервоприводным
Подробнее о продукте Высокоскоростная линия производства черепицы с одним ...

Станок для формовки жеребцов и треков
Профилегибочный станок для стоечно-рамных профилей

Сборка автомобильного сцепления (версия 2)
Оборудование специально разработано и изготовлено по требованиям заказчика для клепки фрикционных пластин, усилительных пластин и 18 заклепок.

Пробивка отверстий в кузове автомобиля
Специализированная установка для пробивки отверстий в боковых панелях передних/задних дверей (Tesla проект MOD-00010610_A), разработанная по техническим требованиям заказчика.

ПортаДот 100-75
PortaDot 100-75 идеально подходит для больших, твердых компонентов в тяжелой промышленности.


Автомобилестроение — Системы сидений — Испытания механизмов регулировки наклона спинки
Данная сборочная линия спроектирована и изготовлена по индивидуальному заказу в соответствии с требованиями покупателя; она предназначена для проведения функциональных испытаний и проверки плоскостности механизма реклайнера L3000, как это предусмотрено договором с заказчиком.