
-


-


-



Публичный счет

Продукция









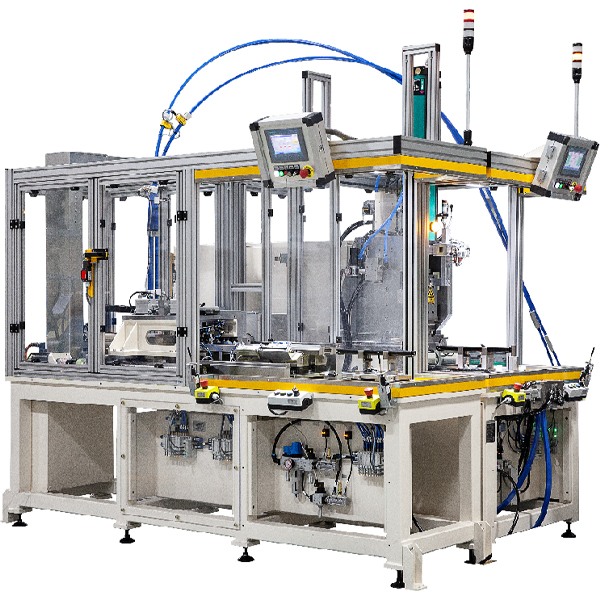






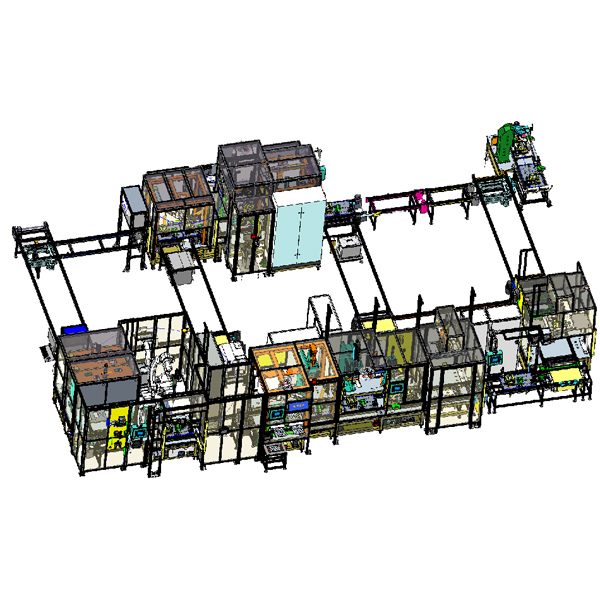
Автомобилестроение — Силовой агрегат — Двигатель — Запрессовка сухарей клапанов головки блока цилиндров
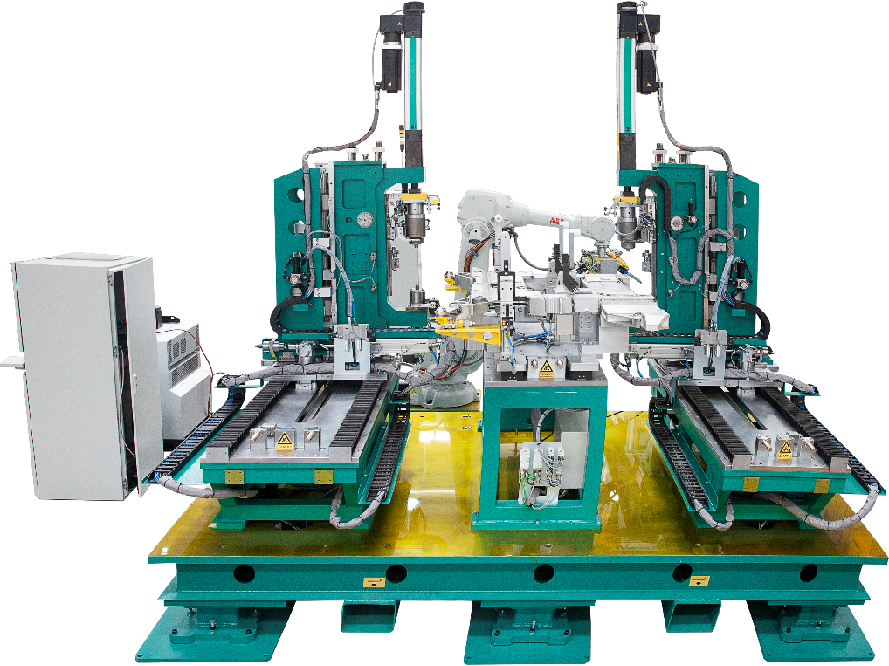
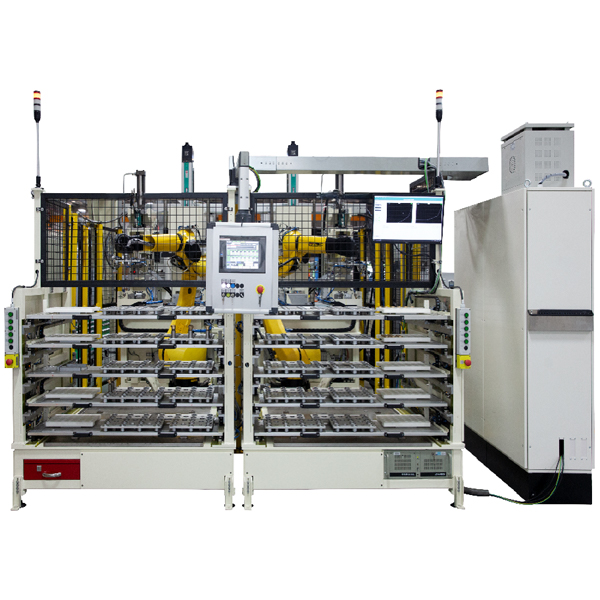
В оборудовании реализована схема вертикальной запрессовки с прямоточным перемещением изделий. Поступающие с конвейера головки блока цилиндров (установленные на палетах) проходят обработку, в ходе которой выполняется запрессовка 16 комплектов сухарей клапанов (как для впускных, так и для выпускных клапанов).
Описание
маркер
Описание оборудования
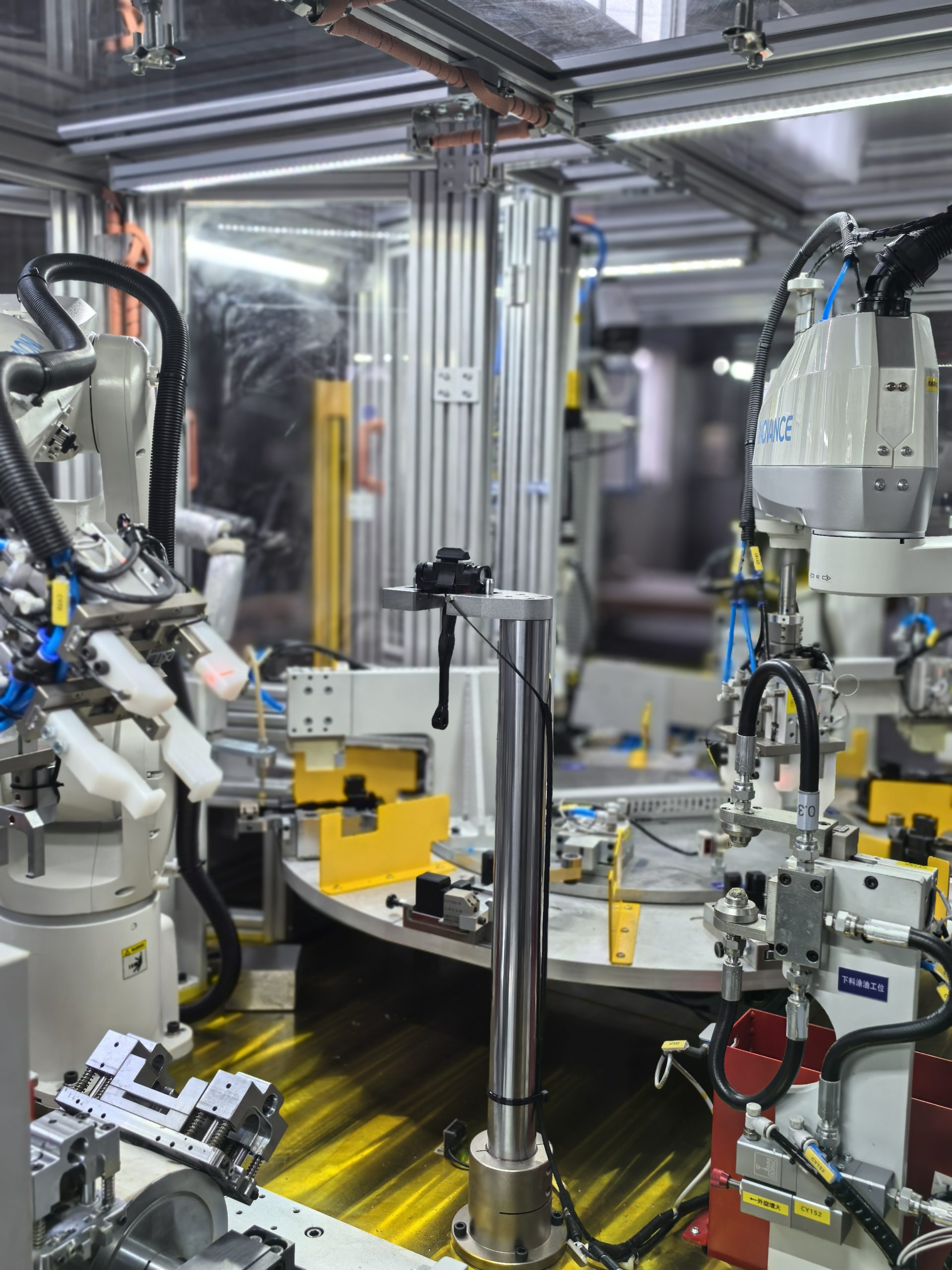
В оборудовании реализована схема вертикальной запрессовки с прямоточным перемещением изделий. Поступающие с конвейера головки блока цилиндров (установленные на палетах) проходят обработку, в ходе которой выполняется запрессовка 16 комплектов сухарей клапанов (как для впускных, так и для выпускных клапанов). Рабочий цикл начинается с запрессовки 8 комплектов сухарей со стороны впуска; затем механизм поворота разворачивает головку блока цилиндров на заданный угол, после чего выполняется запрессовка 8 комплектов сухарей со стороны выпуска.
Обработке подлежат головки блока цилиндров типов 1.5GDI и 1.5TMPI.
Привод механизма запрессовки осуществляется от серводвигателя.
Время рабочего цикла оборудования составляет 42 секунды.
")
")
связаться с нами
Сопутствующие популярные продукты


Гравировальный станок InScribe Etching Machine
Скребковый станок производит четкую и непрерывную линейную маркировку, а в процессе маркировки различные маркировочные материалы могут быть с силой зажаты на месте.

Линия сборки гидротрансформаторов
Интеллектуальная линия сборки гидротрансформатора использует автоматическую логистику конвейерной линии.

Портативная матричная маркировочная машина P130-30E Portadot P130-30E
Обеспечивает скорость и точность маркировки
Автомобилестроение — Кузов — Передний лонжерон — Клепка прошивкой
В состав оборудования входят: гидравлическая насосная станция, станина типа ESM, панель управления, специализированное основание, система электроуправления и устройства обеспечения безопасности.

Оборудование для прессового монтажа гаек
Используется для прессовой установки гаек на детали конструкции кузова, величина крутящего момента гайки после заклепывания детали достигает 57N.M
Запрессовка болтов
Оборудование специально разработано и изготовлено по требованиям заказчика для запрессовки дверных петель Model 3.

Портативная беспроводная электрическая маркировочная машина PortaDot 60-30E Touch
Стандартные машины оснащены Сенсорный экран Игла 90° Аккумулятор Bosch 36 В (один основной и один резервный) Зарядное устройство и кабель питания Запасные иглы и пружины Прочный кейс для транспортировки и хранения

Сборка рычага подвески
Оборудование специально разработано и изготовлено в соответствии с требованиями заказчика для запрессовки втулок на передних рычагах подвески модели MEB.

Автомобилестроение — Силовая передача — Функциональные испытания гидротрансформатора
Данное оборудование спроектировано и изготовлено по индивидуальному заказу в соответствии с техническими требованиями заказчика и предназначено для измерения высоты и проверки герметичности гидротрансформаторов.

Функциональная проверка автомобильного топливного насоса
Оборудование спроектировано и изготовлено по индивидуальному заказу в соответствии со спецификациями покупателя и предназначено для проверки на герметичность конкретного компонента («КРЫШКИ»), используемого в проекте GFX.
Линия сборки турбокомпрессоров
Включает в себя последовательно установленный стол для внелинейной доработки, устройство стола дл...
Сборочная линия рулевой колонки
Специализированная нестандартизированная линия для сборки рулевых колонок 6 модельных рядов (GAC, Geely, Chery, Xiaomi, Xpeng, Changan), разработанная по индивидуальным требованиям заказчика.

Пуансон
Технология вдавливания и тиснения PRYOR Stencil занимает лидирующие позиции на рынке уже более 70 лет.
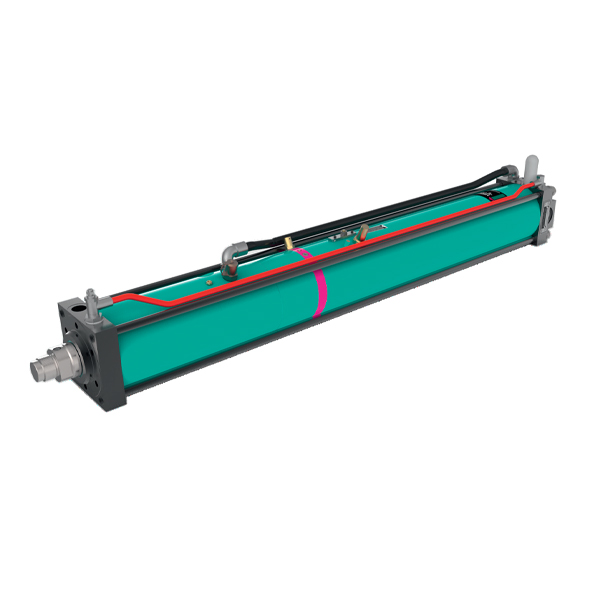
Пневмогидравлический усилительный цилиндр
Полное семейство приводных устройств S-тип (стандартная конструкция) Серия line-Q - С...

Автомобильная вискомуфта вентилятора — запрессовка
Данное оборудование спроектировано и изготовлено по индивидуальному заказу в соответствии со спецификациями покупателя и предназначено для сборки методом запрессовки вискомуфты вентилятора модели 732B.