-


-


-



Публичный счет


Роботизированная линия сборки для повышения точности и скорости производства
2026-04-02
содержание
Роботизированная линия сборки — не роскошь, а техническая необходимость для производств, где отклонение на 0,1 мм ведёт к браку, а задержка на 3 секунды сокращает суточный выпуск на 240 единиц. Мы видели это на трёх заводах за последние полгода: в одном случае ручная подача деталей в позиционер давала 8,7% повторных подналадок; в другом — операторы уходили с участка из-за монотонной работы с высокой частотой повторов. Решение пришло не как «автоматизация ради автоматизации», а как ответ на конкретные боли: нестабильность точности, скачки циклового времени, риск человеческой ошибки при маркировке.
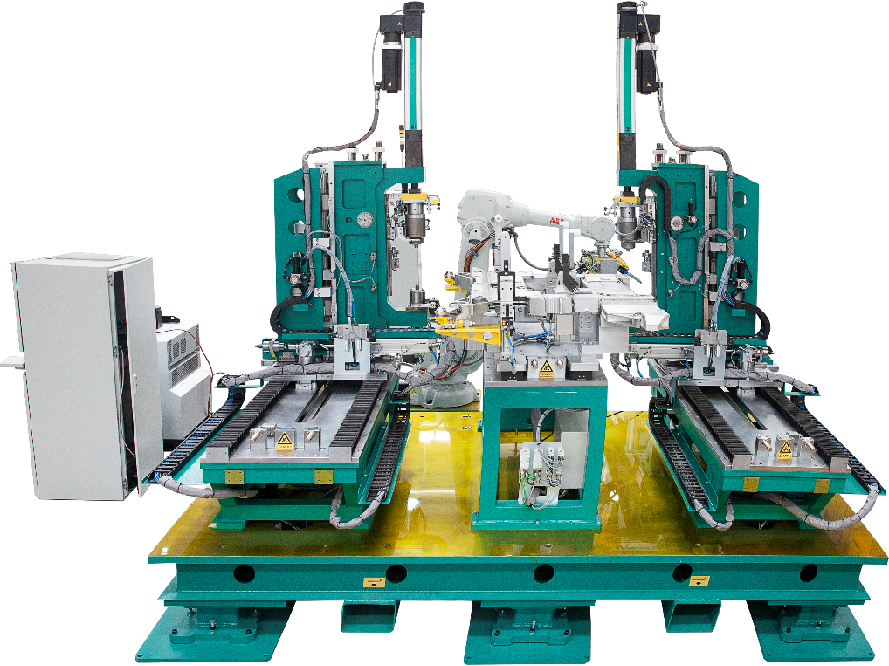
Точность — не параметр, а система
Средний разброс позиционирования робота-манипулятора серии ABB IRB 6700 при нагрузке 15 кг — ±0,05 мм. Но реальная точность линии зависит не только от робота. Мы замеряли её на объекте в Калуге: без компенсации температурного дрейфа и вибраций от соседнего пресса отклонение выросло до ±0,18 мм. Исправили двумя шагами: установили термостабилизированный каркас из алюминиевого сплава 6061-T6 и добавили в систему управления алгоритм адаптивной коррекции по данным энкодеров второго уровня. Результат — стабильность ±0,06 мм в течение смены, даже при перепаде температуры в цеху на 4 °C.
Ключевой момент: роботизированная линия сборки не «встраивается» в существующую инфраструктуру — её проектируют вокруг жёстких требований к геометрии. Мы проверяем каждый фланец, каждое крепление, каждую опорную плиту лазерным интерферометром. Один неправильно затянутый болт в основании конвейера может вносить колебания с частотой 12 Гц — этого достаточно, чтобы сбить синхронизацию между роботом и камерой контроля качества.
Скорость — не скорость робота, а скорость потока
Клиент в Твери ожидал, что замена двух операторов на робота-сварщика повысит производительность на 40%. На практике первые три недели показали рост всего на 12%. Причина — заторы на входе: транспортные контейнеры приходили с разницей в 9–14 минут, а система не умела адаптироваться. Мы добавили модуль предиктивного планирования на базе данных о логистике поставщиков и текущем уровне запасов на складе. Теперь линия получает сигнал за 22 минуты до прибытия партии — и перенастраивает цикл заранее. Скорость выросла до +38%, а простои сократились с 17% до 2,3%.
Важно понимать: роботизированная линия сборки работает эффективно только тогда, когда все её элементы синхронизированы по времени и по данным. Мы используем протоколы OPC UA и MQTT для обмена между ПЛК, роботами, системами визуального контроля и сервером маркировки. Отказ от проприетарных шин — не философия, а условие отказоустойчивости. Если один узел выходит из строя, остальные продолжают работать в автономном режиме с сохранением истории событий.
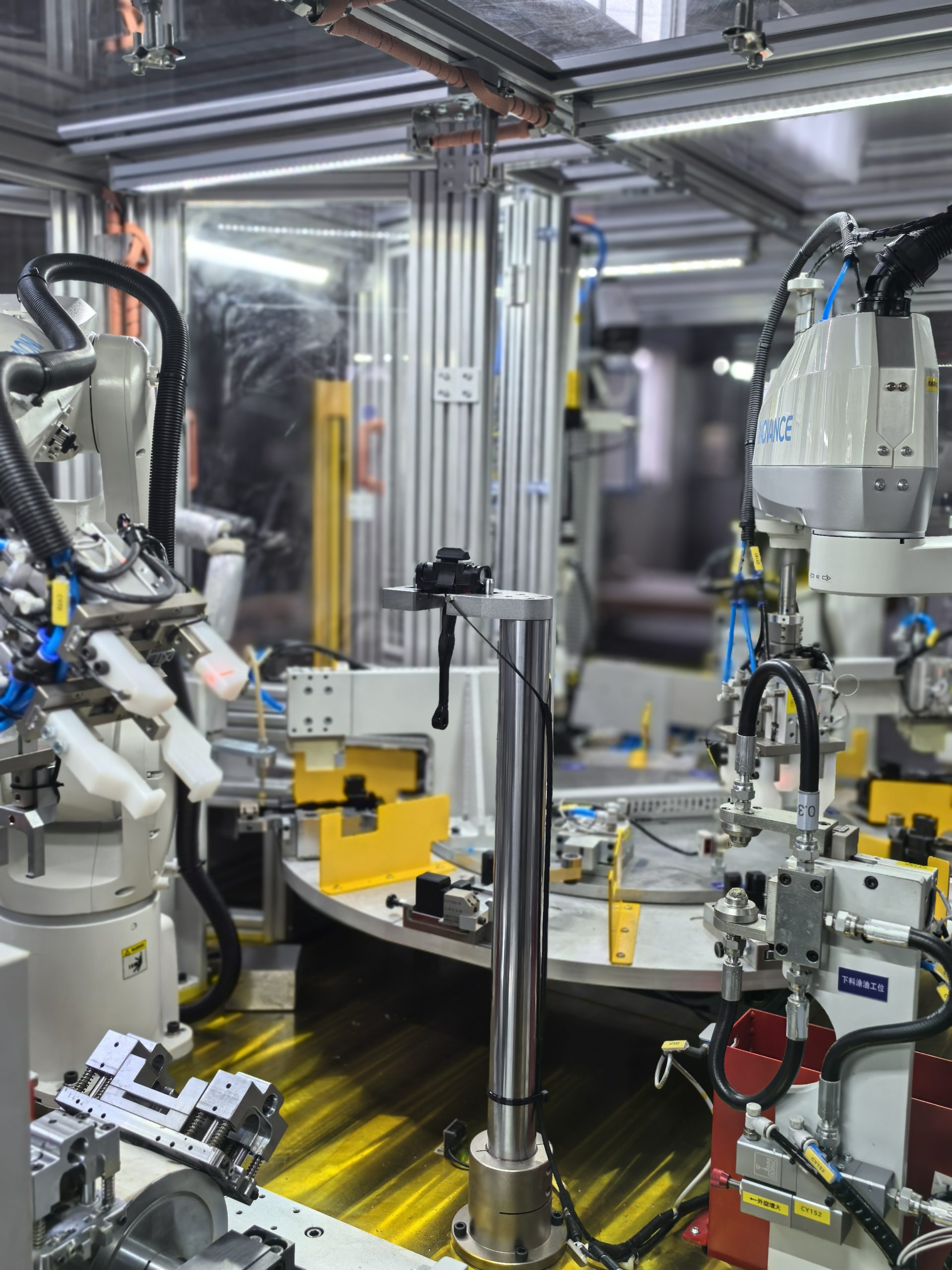
Маркировка и нестандартная автоматизация — не опция, а ядро
На одном из проектов в Екатеринбурге клиент требовал 100% прослеживаемости каждой детали — от заготовки до упаковки. Простая система QR-маркировки не годилась: поверхность детали была шероховатой, а условия эксплуатации — влажными и пыльными. Мы объединили лазерный маркировщик с системой машинного зрения на базе Intel RealSense D455 и алгоритмом распознавания смещённых меток. Результат: читаемость меток 99,98% при скорости конвейера до 1,2 м/с.
Нестандартная автоматизация — это не «что-то сложное», а «то, что нельзя купить в каталоге». Например, роботизированная линия сборки для комплектации модулей HVAC требовала подачи гибких медных трубок диаметром 6 мм без перегибов и скручивания. Стандартные захваты их деформировали. Мы разработали пневмо-механический энд-эффектор с плавающей осью и обратной связью по усилию — он «чувствует» сопротивление и корректирует ход в реальном времени. Такие решения не продаются — их проектируют под конкретную задачу, с учётом материала, массы, геометрии и условий окружающей среды.
Что реально нужно перед запуском
Перед внедрением роботизированной линии сборки мы всегда проверяем три вещи:
- Электропитание: стабильное напряжение ±2%, отсутствие импульсных помех, отдельный контур заземления с сопротивлением не более 4 Ом;
- Инфраструктура: допустимая нагрузка на пол — от 1200 кг/м², вибрации ниже 0,015 мм при частоте 10–100 Гц;
- Данные: наличие структурированных CAD-моделей всех деталей, техпроцессов в формате BPMN, логов оборудования за последние 30 дней.
Без этих условий даже самая продвинутая линия будет работать с перебоями. Мы не продаём роботов. Мы проектируем системы, которые решают задачи. ООО Нанкин АнМай Электромеханик — это команда инженеров, которая начинает с замеров на вашем участке, а не с презентаций. На сайте allmacindustries.ru вы найдёте технические спецификации, схемы подключения и реальные кейсы с замерами до/после внедрения — без маркетинговых формулировок, только цифры и фото с места.
Роботизированная линия сборки — это не замена человека. Это инструмент, который освобождает инженера от рутины, чтобы он мог сосредоточиться на улучшении процесса, а не на его поддержании. Будущее — не в том, чтобы ускорять старые методы. Будущее — в том, чтобы перепроектировать производство вокруг данных, точности и предсказуемости.