
-


-


-



Публичный счет

Продукция
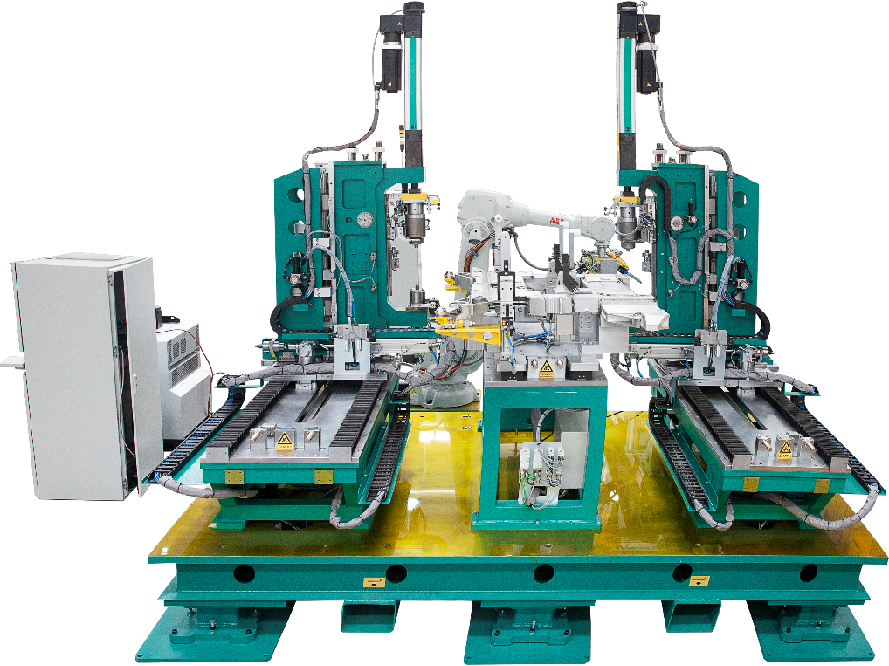




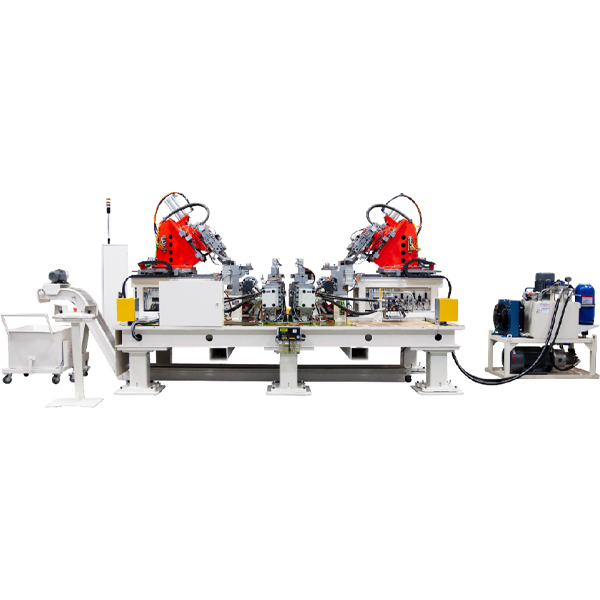









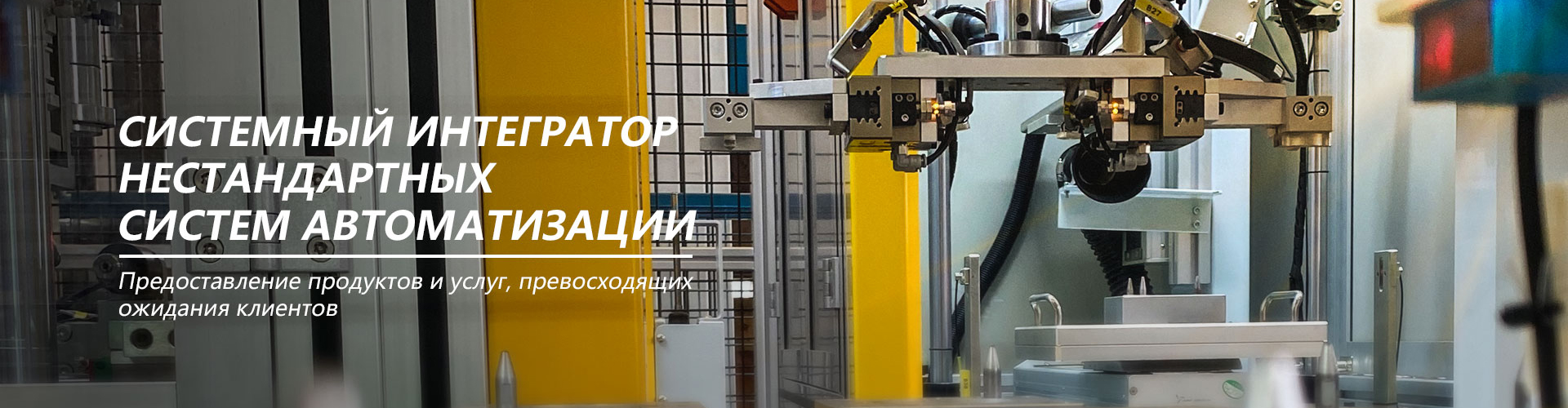
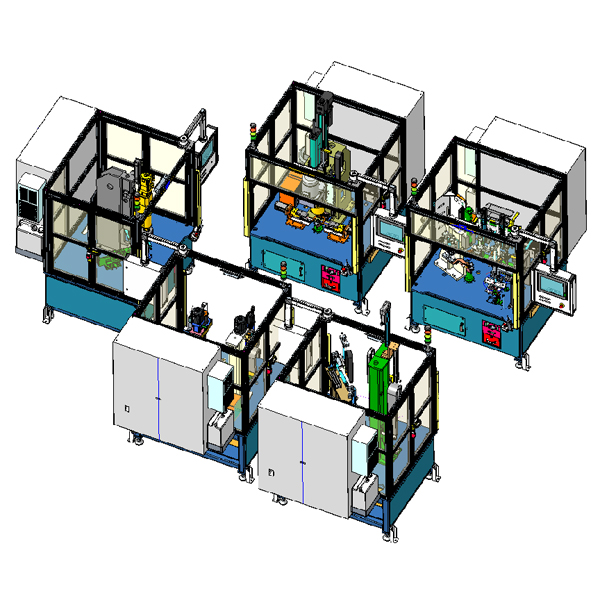
Оборудование для прессового монтажа гаек
Используется для прессовой установки гаек на детали конструкции кузова, величина крутящего момента гайки после заклепывания детали достигает 57N.M
Описание
маркер
Применение продукта
Детали конструкции кузова
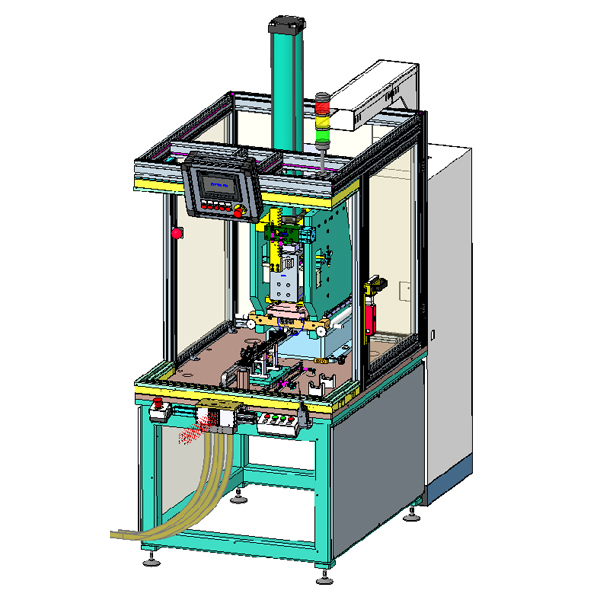
Технологический процесс
(1) Вручную поместите заготовку на позиционирующую оснастку (проверка заготовки);
(2) Вручную помещают гайку на верхний индентор (обнаружение гайки);
(3) Оператор выходит из решетки оборудования и нажимает кнопку запуска;
(4) Пневматическое приспособление зажимает заготовку;
(5) Пресс перемещается для запрессовки гайки на место (давление и перемещение контролируются во время процесса запрессовки);
(6) Пневматическое приспособление открывается;
(7) Оператор выгружает изделие и укладывает его в ящик для готовой продукции;
(8) Время работы оборудования CT = 8 S (без учета ручной загрузки и выгрузки).
Основные части оборудования
Цилиндр давления TOX, контроль давления/вытеснения, ПЛК Siemens и управление и т.д.
связаться с нами
Сопутствующие популярные продукты

Автомобилестроение — запрессовка масляного насоса
Оборудование включает в себя пресс-узел TOX модели CEB02, бункер-питатель, пневматический механизм позиционирования штифта, механизм бокового перемещения заготовки, пневматический механизм поворота, запрессовочную оснастку, позиционирующее приспособление и основание типа UUM.

Автомобилестроение — Силовой агрегат — Сцепление — Общее соединение
Данное оборудование спроектировано и изготовлено по индивидуальному заказу в соответствии со спецификациями покупателя и предназначено для сборки (соединения) фрикционной пластины с пятью пружинами.

Портативная беспроводная электрическая маркировочная машина PortaDot 60-30E Touch
Стандартные машины оснащены Сенсорный экран Игла 90° Аккумулятор Bosch 36 В (один основной и один резервный) Зарядное устройство и кабель питания Запасные иглы и пружины Прочный кейс для транспортировки и хранения
Сборочная линия шаровых опор
Специализированная линия для прессовой сборки шаровых шарниров верхних рычагов подвески модели EK02, разработанная по техническим требованиям заказчика.

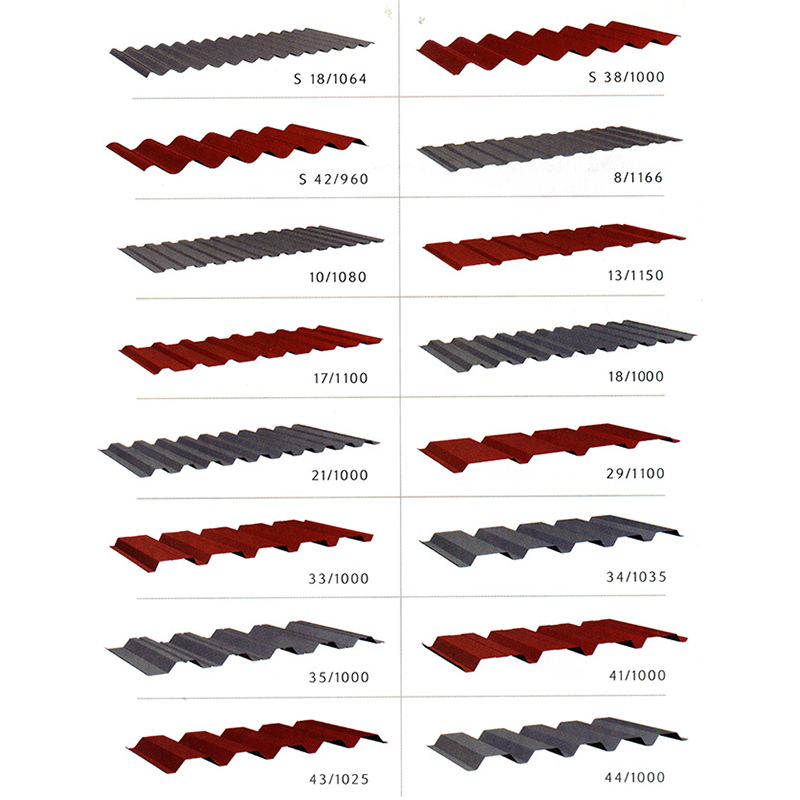
Станок для формовки жеребцов и треков
Профилегибочный станок для стоечно-рамных профилей

Металлический палубный роликовый формовочный станок
Профилегибочный станок для металлического настила

Портативная матричная маркировочная машина P130-30E Portadot P130-30E
Обеспечивает скорость и точность маркировки

Вспомогательное оборудование
Полный ассортимент вспомогательного оборудования для поддержки всех ваших профилегибочных станков и продукции.

Автомобилестроение — Силовая передача — Функциональные испытания гидротрансформатора
Данное оборудование спроектировано и изготовлено по индивидуальному заказу в соответствии с техническими требованиями заказчика и предназначено для измерения высоты и проверки герметичности гидротрансформаторов.
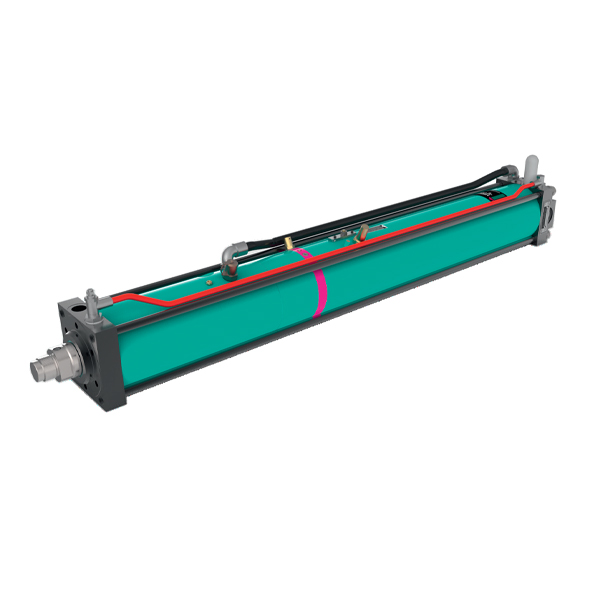
Пневмогидравлический усилительный цилиндр
Полное семейство приводных устройств S-тип (стандартная конструкция) Серия line-Q - С...

Линия сборки гидротрансформаторов
Интеллектуальная линия сборки гидротрансформатора использует автоматическую логистику конвейерной линии.

Сборка автомобильного сцепления (версия 2)
Оборудование специально разработано и изготовлено по требованиям заказчика для клепки фрикционных пластин, усилительных пластин и 18 заклепок.

Гравировальный станок InScribe Etching Machine
Скребковый станок производит четкую и непрерывную линейную маркировку, а в процессе маркировки различные маркировочные материалы могут быть с силой зажаты на месте.

Запрессовка гидравлической опоры автомобильного узла
Описание оборудования Данное оборудование спроектировано и изготовлено по индивидуальн...

Автомобилестроение — Системы сидений — Функциональные испытания направляющих сидений
Оно включает в себя функциональные модули, в том числе установку для проверки уровня шума, специализированное основание, систему управления и защитное ограждение.

Сборочная станция для прессовой установки, завинчивания и маркировки автомобильных амортизаторов
Для автоматической сборки ограничительных блоков для гидравлических втулок