
-


-


-



Публичный счет

Продукция
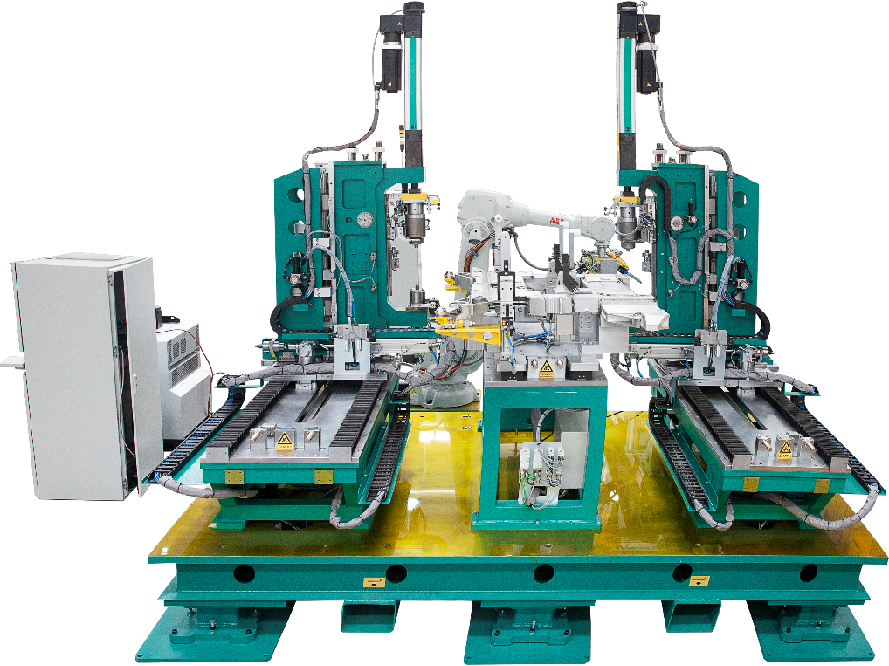









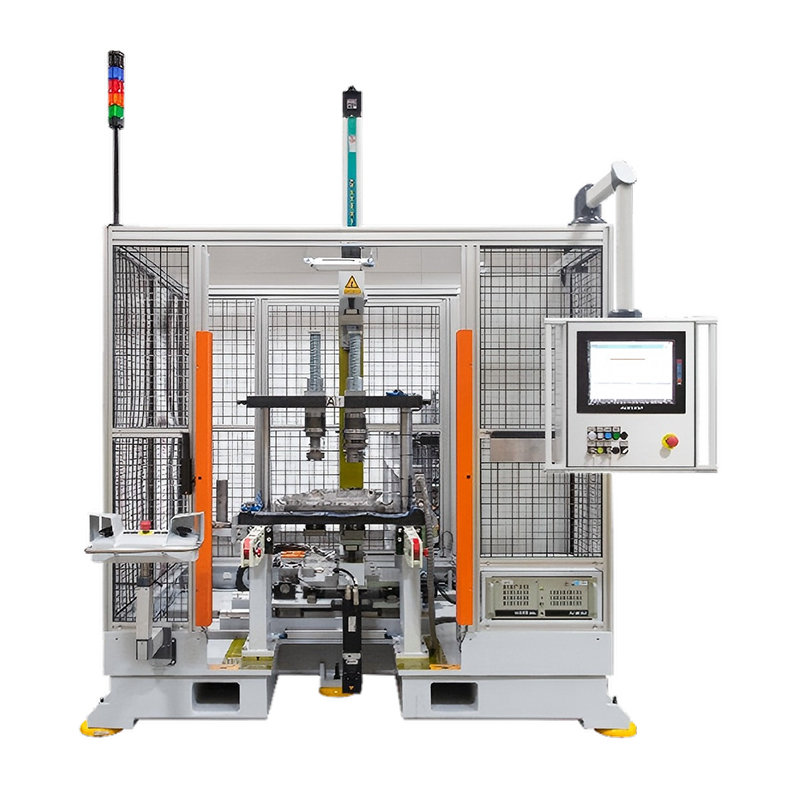
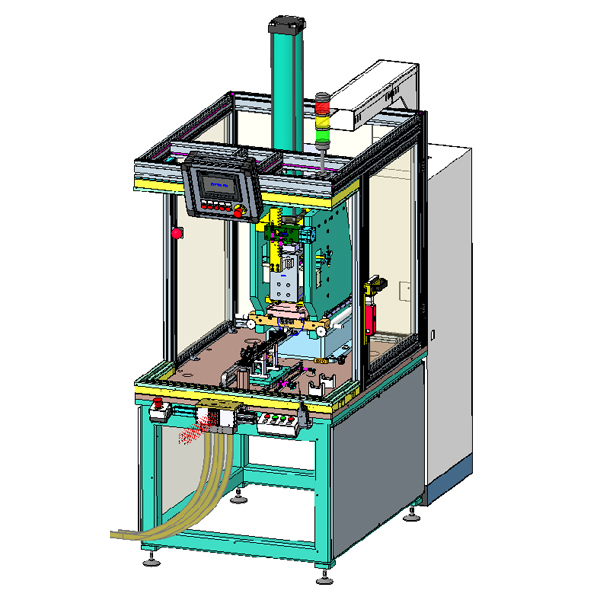
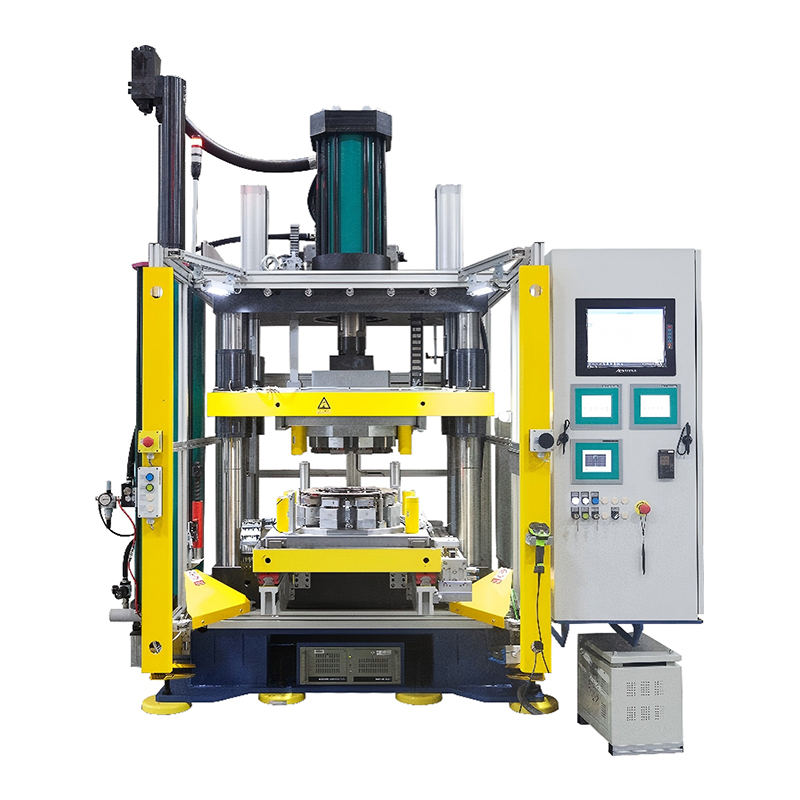

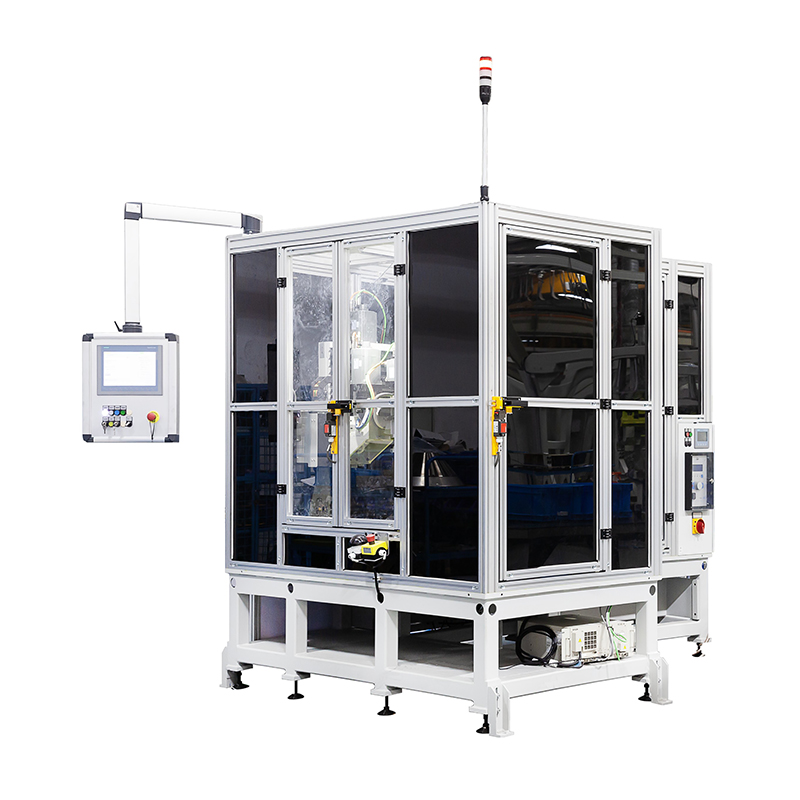





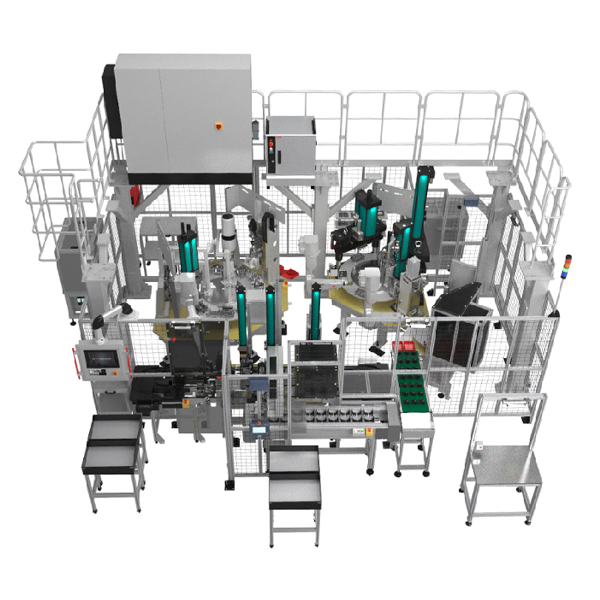
Запрессовка автомобильного генератора
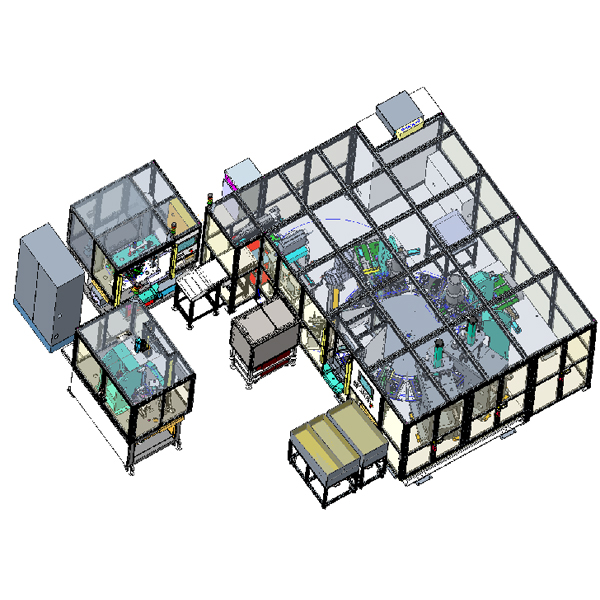
Оборудование включает в себя узел запрессовки винта B+, узел запрессовки диода, позиционирующие приспособления, оснастку для запрессовки и поворотный стол с механизмом фиксации положения.
Описание
маркер
Описание оборудования
Оборудование включает в себя узел запрессовки винта B+, узел запрессовки диода, позиционирующие приспособления, оснастку для запрессовки и поворотный стол с механизмом фиксации положения.
Поворотный стол имеет четыре рабочие позиции:
Позиция 1: Станция ручной загрузки деталей
Позиция 2: Станция запрессовки винта B+
Позиция 3: Станция запрессовки диода
Позиция 4: Холостая позиция
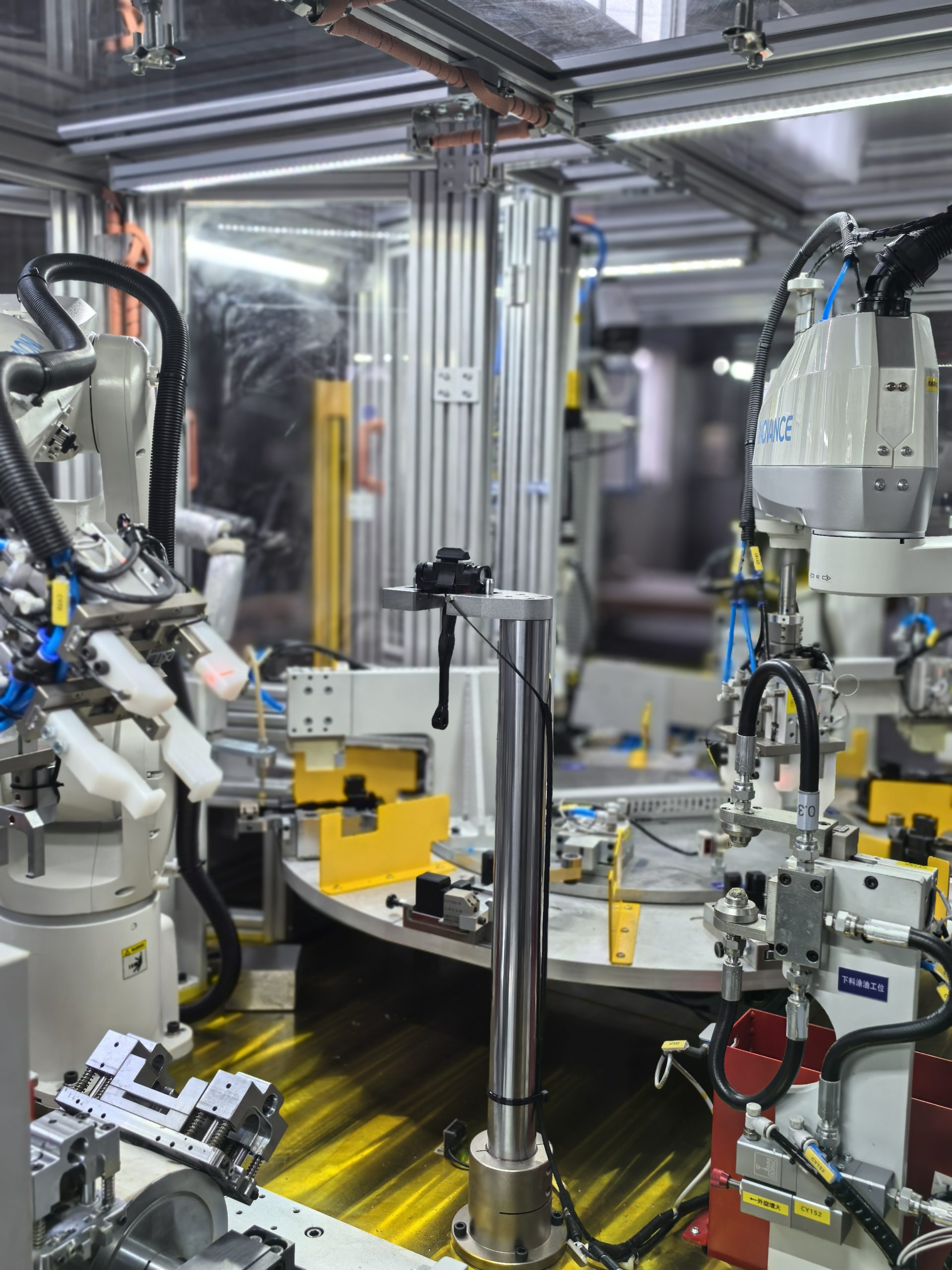
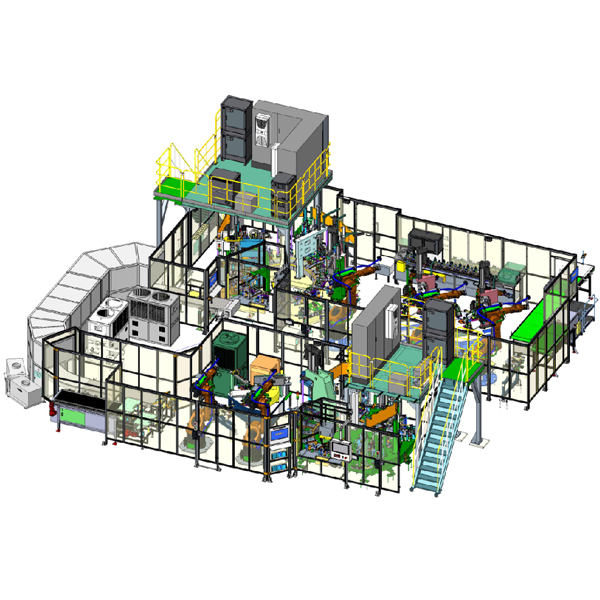
Запуск оборудования осуществляется с помощью кнопок двуручного управления. Загрузка и выгрузка деталей выполняются вручную. Система оснащена напольным защитным ограждением (из алюминиевого сплава и акрила), а также системой безопасности на базе световой завесы.
Работа оборудования происходит по четырехэтапному циклу:
Этап 1: Установка радиатора, винта B+ и диода в позиционирующее приспособление на позиции 4; одновременное нажатие кнопок двуручного управления для поворота стола на 90° по часовой стрелке к позиции 1.
Этап 2: Продолжение загрузки деталей и повторное нажатие кнопок управления; стол поворачивается на 90° по часовой стрелке к позиции 2, где начинается процесс запрессовки винта B+.
Этап 3: Продолжение загрузки деталей и нажатие кнопок управления; стол поворачивается на 90° по часовой стрелке к позиции 3. Оба узла работают одновременно, выполняя запрессовку винта B+ и диода на позициях 2 и 3.
Этап 4: Загрузка деталей и нажатие кнопок управления; стол поворачивается на 90° по часовой стрелке, и оба узла одновременно выполняют запрессовку винта B+ и диода. Выгрузка собранных изделий и загрузка новых для следующего цикла.
Цикл повторяется.
Управление всей логикой работы осуществляется с помощью программируемого логического контроллера (ПЛК).
Сенсорный экран отображает данные о процессе запрессовки и обеспечивает мониторинг технологического процесса.
")
")
связаться с нами
Сопутствующие популярные продукты
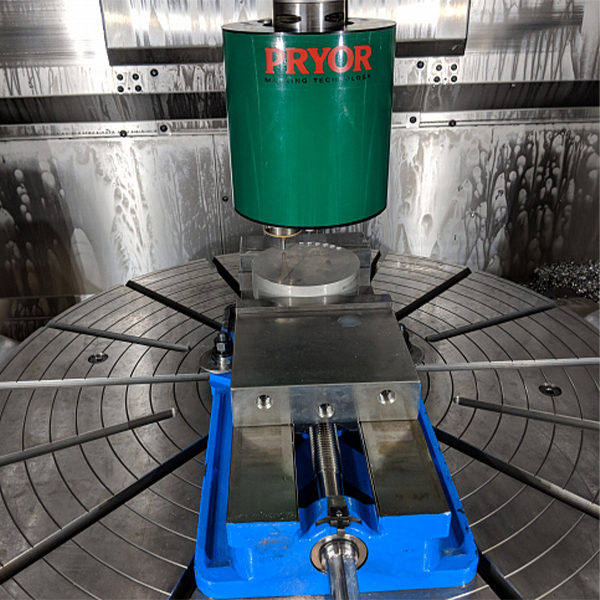
Матричная маркировочная машина с ЧПУ Dot Peen Marking
Маркировочный станок с ЧПУ PRYOR – это устройство для точечной маркировки в станках с ЧПУ. Он способен маркировать детали различных форм и размеров. Устройство идеально подходит для маркировки серийных номеров, двумерных кодов DataMatrix, логотипов и буквенно-цифровых символов. Работает от аккумулятора и управляется через WIFI, может устанавливаться на различные держатели станков с ЧПУ для прямого программирования с внешнего ПК или маркировки под управлением программы ЧПУ.

Оборудование для прессового монтажа гаек
Используется для прессовой установки гаек на детали конструкции кузова, величина крутящего момента гайки после заклепывания детали достигает 57N.M

Система лазерной маркировки VIN-кода для кузовов на конвейере сборки автомобилей
Лазерная система маркировки кузова по VIN-коду, представляющая собой идеальное сочетание робота, ...

Автоматическая маркировка подшипников
Специально разработанная установка для маркировки методом прокатки внутреннего диаметра уплотнительных колец железнодорожных подшипников и внешнего диаметра промежуточных колец.

Автомобильная вискомуфта вентилятора — запрессовка
Данное оборудование спроектировано и изготовлено по индивидуальному заказу в соответствии со спецификациями покупателя и предназначено для сборки методом запрессовки вискомуфты вентилятора модели 732B.
Сборка петель капота
Оборудование специально разработано и изготовлено по требованиям заказчика для прессовой сборки петель капота M3.

Сборочная станция для прессовой установки, завинчивания и маркировки автомобильных амортизаторов
Для автоматической сборки ограничительных блоков для гидравлических втулок

Линия производства плитки с двухсервоприводным
Подробнее о продукте Высокоскоростная линия производства черепицы с двумя ...

Прессовая сборка функциональных элементов автомобиля
Данное оборудование разработано и изготовлено по специальным требованиям заказчика для клепки гаек на задней панели в комплексе с роботами заказчика.
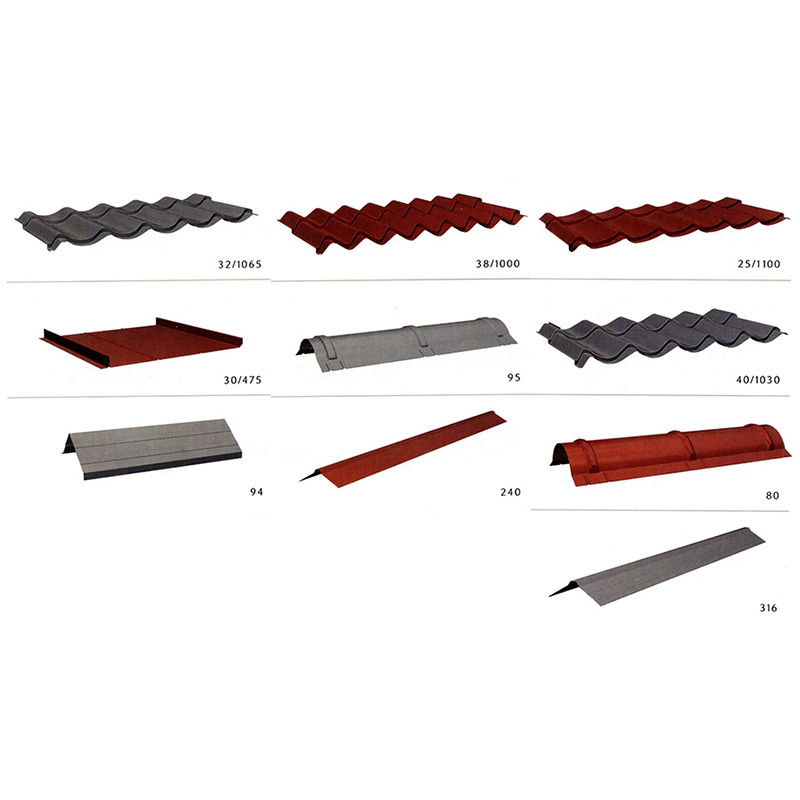
Системы кровельных решений
Подробнее о продукте Многолетний опыт в сегменте премиальных КРОВЕЛЬНЫХ РЕ...

Промышленные системы матричной маркировки BenchDot 4000
Высокая точность маркировки, высокая скорость и стабильное качество.

Портативная матричная маркировочная машина P50-25E PortaDot P50-25E
Идеально подходит для любых работ, требующих маркировки на месте.

Машина для формовки рулонов коньковых крышек
Профилегибочный станок для коньковых элементов

Сборка рычага подвески
Оборудование специально разработано и изготовлено в соответствии с требованиями заказчика для запрессовки втулок на передних рычагах подвески модели MEB.
Запрессовка болтов
Оборудование специально разработано и изготовлено по требованиям заказчика для запрессовки дверных петель Model 3.
Сборочная линия рычагов подвески
Специализированная линия для сборки рычагов подвески (FUCA/FLTA/FLCA) пяти моделей автомобилей (DC1E, EF1E, MC11, P417, DC1E-A1), включая левые и правые компоненты.