
-


-


-



Публичный счет

Продукция













Автомобилестроение — Системы шасси — Передняя ось: заглушка — пробивка отверстий
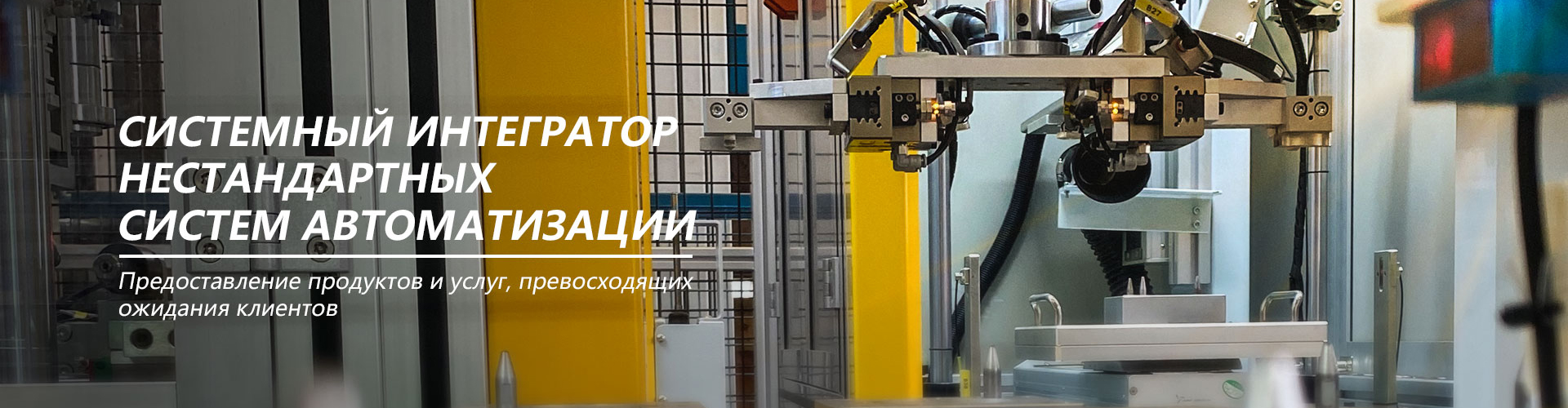
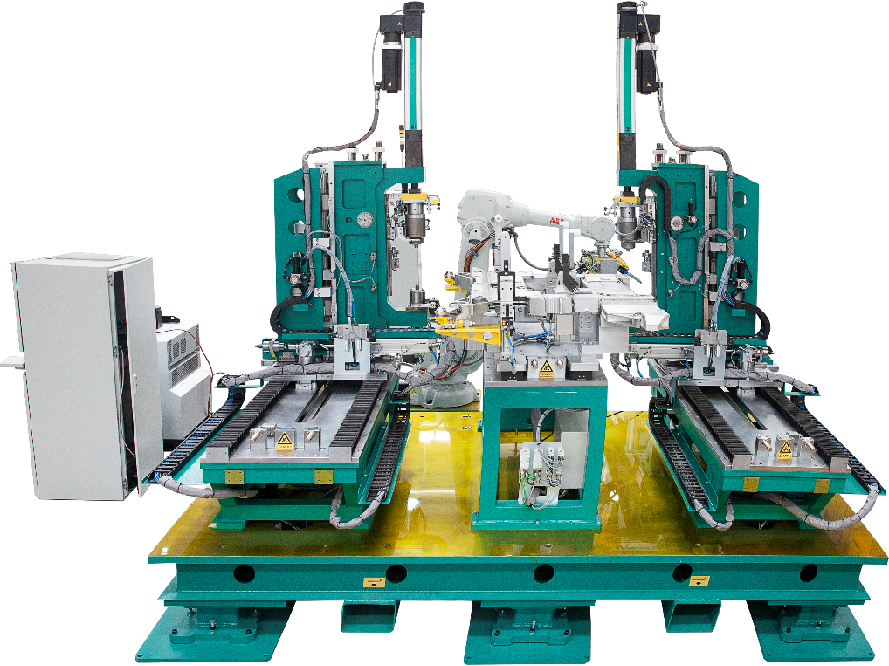
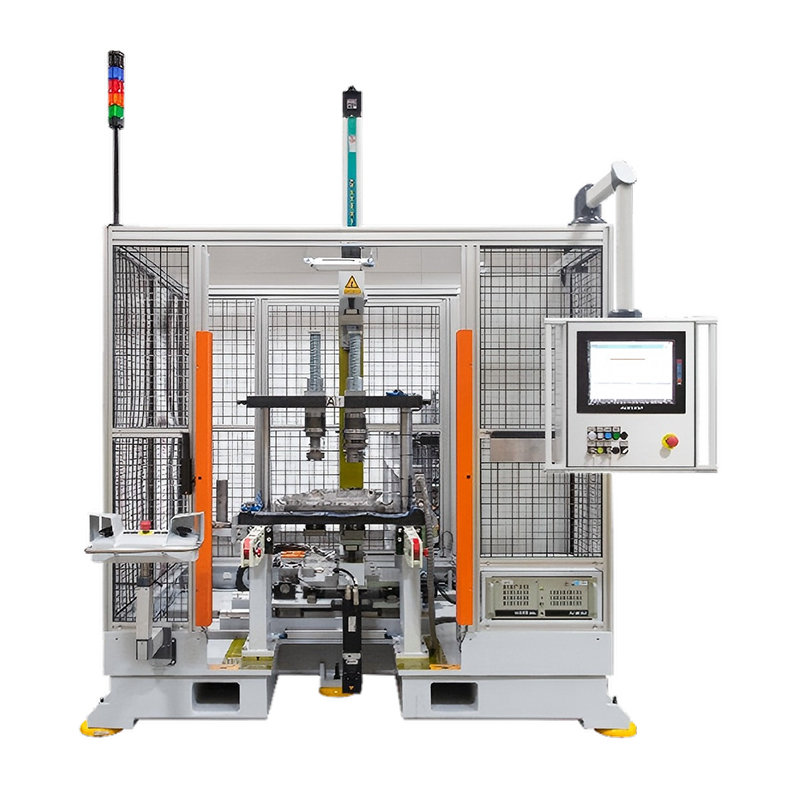
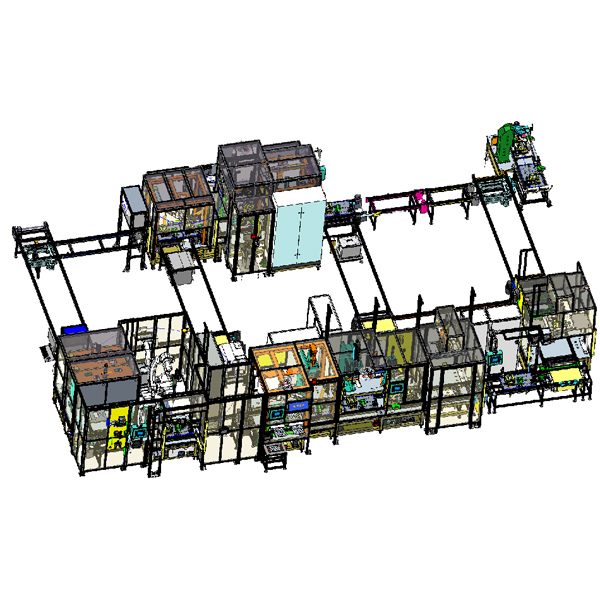
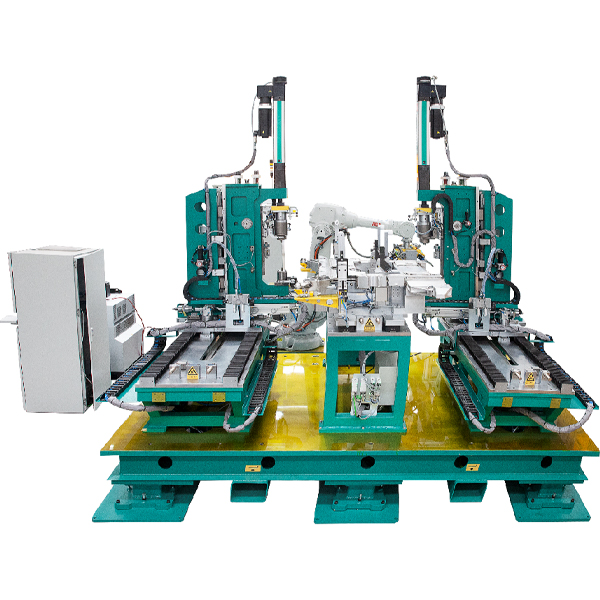
Данное оборудование предназначено для выполнения операций пробивки отверстий в сварных узлах переднего подрамника (серия G6X, четыре типа изделий). За один рабочий цикл оборудование пробивает шесть круглых отверстий в соответствующем подрамнике.
Описание
маркер
Описание оборудования
Данное оборудование предназначено для выполнения операций пробивки отверстий в сварных узлах переднего подрамника (серия G6X, четыре типа изделий). За один рабочий цикл оборудование пробивает шесть круглых отверстий в соответствующем подрамнике.
В данной конфигурации рабочий орган (пробивной инструмент) закреплен на роботе, а обрабатываемая деталь фиксируется в специальном позиционирующем приспособлении. Основные компоненты системы: гидравлическая станция, робот, интегрированный многосторонний пробивной блок (установленный на роботе и включающий корпус инструмента, специализированный гидроцилиндр, четыре комплекта пуансонов и матриц, два узла демпферов, плавающий механизм и т. д.), узел позиционирующей оснастки (включающий четыре комплекта механизмов позиционирования и зажима детали, регулируемые элементы для адаптации к вариациям размеров детали и основание оснастки), узел выгрузки, магнитный конвейер для удаления стружки и система управления с интерфейсом оператора (HMI). Робот заказчика устанавливает деталь в позиционирующее приспособление и снимает ее после завершения обработки. При правильной установке детали система подает сигнал на запуск оборудования. Робот перемещает пробивной инструмент в заданные точки для выполнения операций; по их завершении система дает команду роботу забрать деталь. Источником энергии служит гидравлическая станция, логическое управление осуществляется программируемым логическим контроллером (ПЛК), а за контроль обратного хода отвечают датчики перемещения. Пробивной блок оснащен плавающим механизмом, обеспечивающим плотное прилегание матрицы к детали, что минимизирует деформацию в процессе пробивки.
Предусмотрена кнопка аварийной остановки, позволяющая мгновенно остановить работу оборудования в любой момент или в любом состоянии.
Время цикла: 78 секунд на одно изделие.
")
")
связаться с нами
Сопутствующие популярные продукты
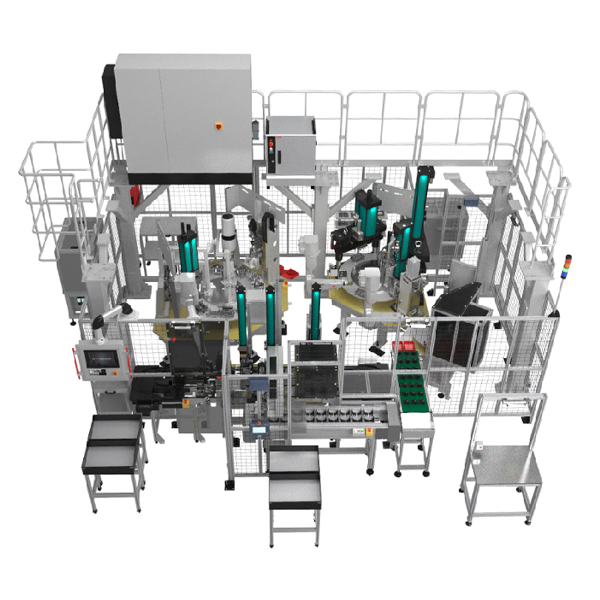
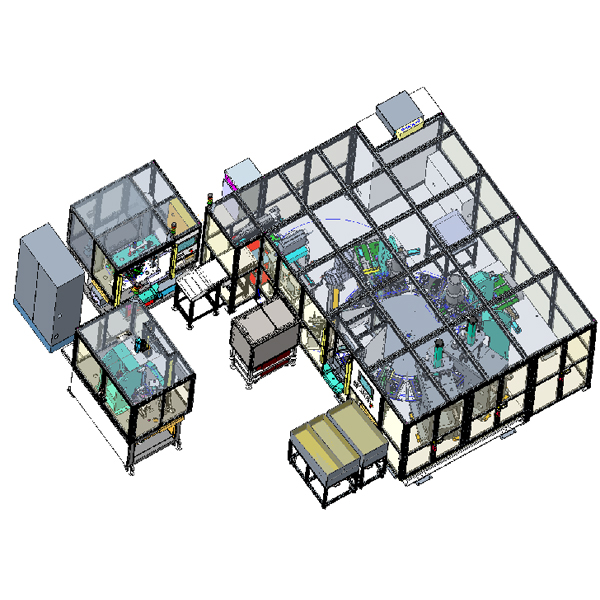
Сборочная линия рулевой колонки
Специализированная нестандартизированная линия для сборки рулевых колонок 6 модельных рядов (GAC, Geely, Chery, Xiaomi, Xpeng, Changan), разработанная по индивидуальным требованиям заказчика.

Фальцовочная машина
Гибочный станок Гибочный станок может поставляться с системой управления AMS Pathfinder.
Запрессовка болтов
Оборудование специально разработано и изготовлено по требованиям заказчика для запрессовки дверных петель Model 3.
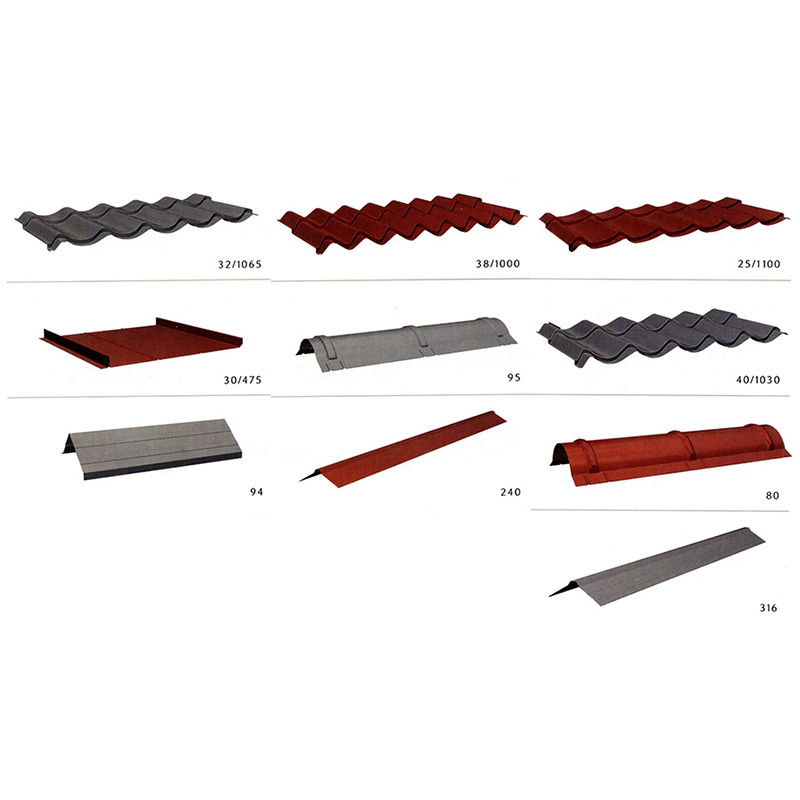
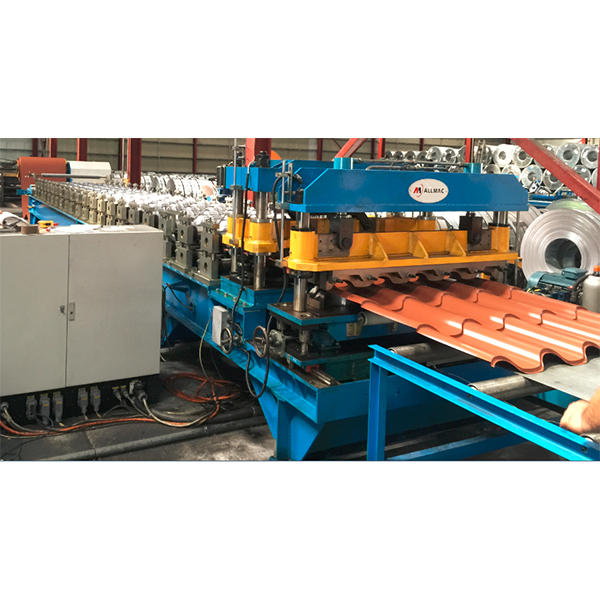
Системы кровельных решений
Подробнее о продукте Многолетний опыт в сегменте премиальных КРОВЕЛЬНЫХ РЕ...
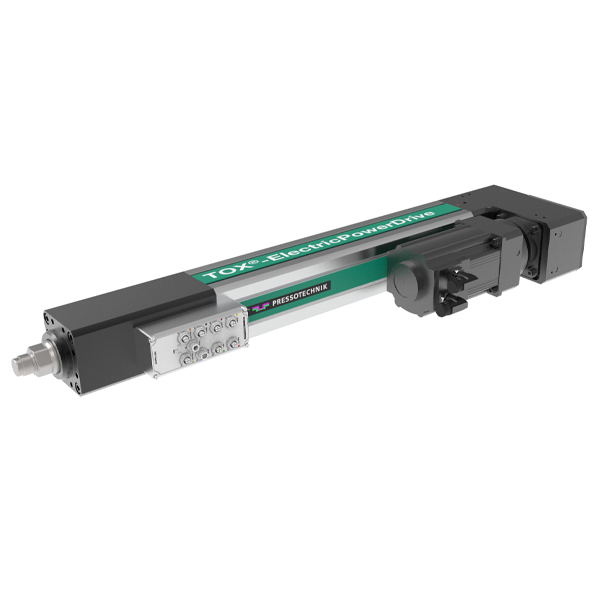
Сервоприводная система давления
EQe - Высокая стоимость/эффективность - Оснащен шарико-винтовой передачей - Полиномиальная ...
Сборка передней оси шасси – запрессовка втулки шасси
Данное оборудование специально разработано и изготовлено по требованиям заказчика для запрессовки втулок на передней подрамнике автомобилей Volvo.

Промышленные системы матричной маркировки BenchDot 4000
Высокая точность маркировки, высокая скорость и стабильное качество.

Запрессовка втулок шасси автомобиля
Специализированное оборудование для запрессовки втулок в задний подрамник Dongfeng 3EA. Обрабатываемая номенклатура включает 1 тип подрамника и 3 типа втулок (5 шт. на изделие: 2 корпусные втулки типа 1, 2 корпусные втулки типа 2, 1 подвесная втулка).

Портативная беспроводная электрическая маркировочная машина PortaDot 60-30E Touch
Стандартные машины оснащены Сенсорный экран Игла 90° Аккумулятор Bosch 36 В (один основной и один резервный) Зарядное устройство и кабель питания Запасные иглы и пружины Прочный кейс для транспортировки и хранения

Пуансон
Технология вдавливания и тиснения PRYOR Stencil занимает лидирующие позиции на рынке уже более 70 лет.

Портативная матричная маркировочная машина P50-25E PortaDot P50-25E
Идеально подходит для любых работ, требующих маркировки на месте.


Система лазерной маркировки VIN-кода для кузовов на конвейере сборки автомобилей
Лазерная система маркировки кузова по VIN-коду, представляющая собой идеальное сочетание робота, ...
Сборка петель капота
Оборудование специально разработано и изготовлено по требованиям заказчика для прессовой сборки петель капота M3.

Системы каркасных решений
Подробнее о продукте Комплексные решения для КАРКАСНЫХ КОНСТРУКЦИЙ ...